球形补偿器厂家:补偿器的工作原理和质量查验
发布时间:2021 / 05 / 17 19:26:36 浏览
次
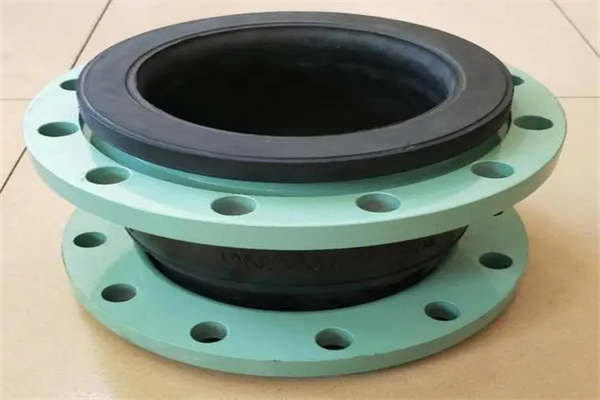
球形补偿器是由壳体,球体,法兰,密封圈组成。在工作过程中,球体嵌套在壳体内部,二者之间由橡胶密封圈密封连接。球体在使用过程中可以在一定范围内进行自由转动,能够实现管道的角向位移的补偿。球形补偿器是补偿器大家族中的一个新成员,由于其良好的补偿管线的横向,角向位移,使得它在刚刚进入市场之处就受到了广大客户的一致好评。单个用的话算是个万向补偿接头,一般用在锅炉冷却系统中。只有两个组合使用的话就能实现管道横向位移的补偿,并且它的补偿量远远大于其他一般的补偿器。密封性能好,运行稳定,这样就大大减少了大量的维护工序。
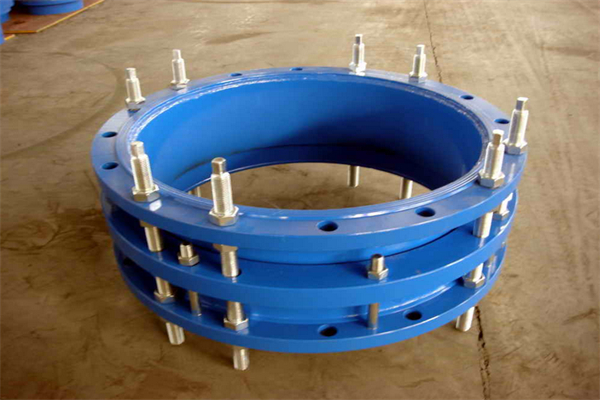
由于平衡环、销轴和铰链板能接受压力推力和其他附加外力的作用,膨胀节自身吸收内压推力,不会对管道产生外力,因此管道支撑的设置可以简化。补偿器可以补偿管线恣意向上的角位移。 角向铰链型膨胀节与铰链式不同处在于它有一个角向环,在角向环的周向有二对彼此笔直的铰链结构,因此它能吸收恣意平面的角向位移,相同吸收位移时需二个或三个组合运用。应用于各种凌乱管系,补偿各种空间管系的角向位移,如L型管道、Z型管道、U型管道等。小编分享。
补偿器主要是靠波纹管来起到强壮弹性作用的,对波纹补偿器的功能及强度规划主要是对波纹管的规划,对波纹管的不同规划及组合,可以使波纹管拉伸、紧缩或弯曲,然后构成轴向、横向、角向三种基本形式的波纹补偿器。组装波纹补偿器时应对波纹管采用保护措施,避免焊接电弧烧穿波纹管和焊渣飞溅到波纹管上。波纹补偿器各部位的焊缝不得有裂纹、气孔、夹渣等缺点,咬边深度不得大于0.5mm。波纹补偿器承压焊缝焊接之后,应对承压焊缝进行压力实验,实验压力为规划压力的1.5倍。根据波纹补偿器的容积巨细,保压10~30min,查看波纹补偿器各部位有无渗漏,受压时最大波距与受压前波距之比不超越1.15。
补偿器组焊后应进行外观和几许规范的查验:波纹补偿器两头面同轴度公役:当公称通径小于等于500mm时,为5mm;当公称通径大于500mm时,为公称通径的1%,且小于等于10mm。波纹补偿器两头面与主轴线笔直度公役为公称通径的1%,且小于等于3mm。波纹补偿器在出厂前进行预拉伸的,预拉伸后的出厂长度公役也应符合规矩,对波纹补偿器安闲状况长度和预拉伸后的出厂长度分别进行查验。补偿器与管道的联接法兰和端管的规范及技术要求应符合相应的规范端管联接时,两头管口应开30度+/-2.5度的坡口。波纹管与端管等相连的环焊缝应选用钨极氨弧焊或熔化极氩弧焊,波纹管单层壁厚大于2mm时可选用电弧焊。补偿器的端管为钢板卷制电焊管时,端管的外接端口周长公役和圆度公役应符合相关规矩。补偿器的功能实验包含:刚度实验、稳定性实验、疲乏实验、屈服破裂实验、振荡实验、冲击实验、高温疲乏实验等。